Case study: how to increase palm oil extraction by 8–15% and reduce its losses by 29–36%
Clients
Biomicrogel Group specialists conducted pilot tests at five palm oil factories in Malaysia and Indonesia. Their general characteristics were as follows:
-
Capacity: 15–65 FFB/hr.
-
Main equipment: centrifuges, decanters, clarifiers, sterilizers.
-
Clarifiers with a capacity of 30–220 TPH, arranged one to three in a row, were used in the pilot testing factories. Regarding sterilizers, factories with a capacity of 15–40 TPH used horizontal and vertical sterilizers, those with a capacity above 40 tons per hour used horizontal sterilizers.
-
Loss volume: 0.8–1.5% in the liquid phase, and 2.5–7% in the solid phase.
-
Volume of fruit processed per day: this figure depends on the capacity of the factory, the duration of the shift and seasonality. For example, a factory with a capacity of 30 TPH, working in two shifts in the high season, can process 720 tons of fruit per day. During the off season and unstable fruit supply, the factory processes about 300 tons per day.
Challenges
Some of the mills sought to reduce the oil content in the water and solid phase emissions, and some sought to increase the oil extraction ratio (OER). Several factors influence the resolution of these challenges. Internal factors are the operation of the sterilizer, digesters, presses, vacuum dryer, centrifuges or decanter, and the temperature in the clarifier. External factors are not only the rainy season, but also the type of fruit, the degree of aridity and age of the plantation, the application of fertilizer, and the time of harvest.
To reduce oil loss or increase OER, basically two ways are used: adding reagents to the production process or using more advanced decanters and centrifuges.
Proposed solution
To solve both problems, specialists from Biomicrogel suggested that factories use BMG-C4 reagent in the production process. It requires no capital investment and no changes to the existing production process at the factory. In addition, BMG-C4 is environmentally friendly, safe and improves the quality of oil, reducing FFA and moisture content.
Work flow
The Biomicrogel team showed the factories a presentation of the product and a calculation of its effectiveness. It was decided to move on to laboratory tests, and then to pilot testing.
Members of the Biomicrogel team in Southeast Asia are involved in the pilot testing. These are specialists with 20 years of experience in designing and managing palm oil factories. Russian experts' expertise is backed up by three years of comprehensive study of the industry: factories, production process, design and manufacture of dosing stations, analysis of its dosage and efficiency of dosing points.
This helps to develop a scheme of using BMG-C4, which will give the maximum effect in the conditions of a particular factory. In addition, as part of the tests, the Biomicrogel audits the factory and improves technical and technological processes. To explain how this happens, let us tell in detail about the laboratory and pilot tests.
Laboratory Tests
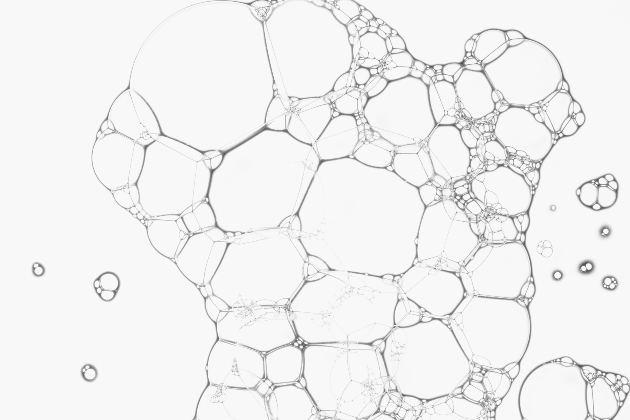
Biomicrogel specialists come to the site of the client and test BMG-C4 reagent on samples in the factory laboratory for an hour or two: they add the reagent to a test tube with oil, hold it for an hour at 80°С. The customer is then shown how much more oil can be extracted compared to the control sample.
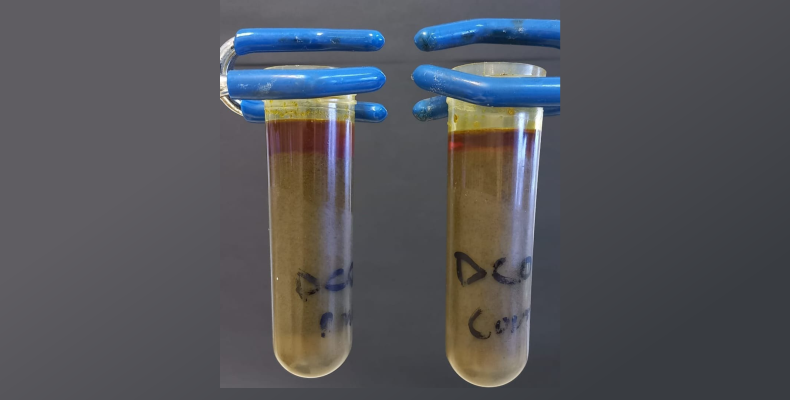
Sample with BMG-C4 on the left and control sample without BMG-C4 on the right
Lab tests show the effect of BMG-C4 under static conditions. To see the effect under dynamic conditions of continuous sludge flow, we move on to pilot testing.
Pilot testing
These are tests of BMG-C4 under real conditions, lasting from one to four weeks. During this period, the reagent shows consistent, effective performance under changing conditions that cannot be simulated in the laboratory:
-
continuous process;
-
fluctuations in the oil, water and solids content in the sweetness fed to the clarifier;
-
extraction of oil in several large – volume vessels;
-
longer extraction process – from 5 to 8 hours;
-
higher extraction temperatures – from 90 to 100°C;
-
influence of the number of working presses, their technical condition;
-
presence of a skimmer to collect oil from the clarifier surface;
-
Influence of additional settling tanks and return of oil and waste water to the beginning of the process;
-
capacity of decanters, centrifuges and their actual condition;
-
seasonality – during the rainy season the fruit bunches contain more moisture and the separated fruit is delivered with more dirt.
Preparation for pilot testing
Four working groups prepare for the pilot testing: design, process, laboratory, and analytical. Prior to arriving at the factory, the design team receives information from the factory about the equipment it uses and its technical characteristics. This allows them to determine the optimal BMG–C4 entry point, calculate oil flow times from the start to the end point of the process, and map and time sample collection.
The team then creates a plant-specific pilot testing program and relays this data to the process, laboratory and analytical teams. In addition, the design team makes technical and documentary support, a schematic diagram and agrees this with the client.
When the pilot testing program is ready and agreed upon, the technological team travels to the factory together with the laboratory group and for at least 7-10 days collects data on the operation of the factory before BMG–C4 dosing and specifies the testing program. Before, during and after the tests, the design and technological groups consult with the analytical group. These are specialists from the Russian office of the Biomicrogel, who process the data obtained.
«At the very beginning we come and see how the factory works, what its features are, and how the production process is organized. Then we correlate the real indicators with those reported by the factory, which are prescribed in the technological regulations or instructions. To do this, we talk to the staff, we analyze the work of the factory laboratory – how often the staff collects samples and how accurately they process them. Besides we look at the work of personnel in case of deviations from the process, for instance what they do if they see 2–3 times more oil in effluents, more than 2% moisture content in the ready oil, or FFA over 30%».
Alexander Yagupov, Ph.D. in Engineering Science, Director of R&D

Specialist of the Biomicrogel technological group observing the work of factory workers
Next, Technological Group specialists install the BMG-C4 preparation and dosing station at the client's site, test it idly in water, calibrate and adjust the automation. Then they make the BMG-C4 entry point and determine the date and time of the start of dosing.

BMG-C4 arrives at the factory as powder in bags, and it is dissolved in plain water to a working concentration of 3% with the help of a preparation and dosing station
Conducting pilot testing
Once the reagent dosing begins, the process and laboratory teams collect a large number of samples and data: they perform three to four types of laboratory tests every three hours every day. The data collected are transmitted in real time to the analytical group. It is important to do exit tests at almost every site to see a clear trend of change after BMG–C4 dosing has begun and to compare this with control "blank" data. It is on the basis of this data that we can draw conclusions about the effectiveness of the reagent.
In addition to collecting samples, the technological team monitors the parameters of the factory, the accuracy of readings, the stability of the equipment in general and the BMG–C4 dosing station in particular – specialists adjust the settings and eliminate malfunctions, if necessary.
«We try to fix the processes at the level of invariable technical and technological parameters, since any change in the technological process affects the result of pilot testing».
Sergey Popov, Chief Operating Officer
After the pilot testing is completed
After the end of the tests, when the reagent is completely out of the system, the specialists of the technological group within 10 days collect control data from the same points of dosing as during the pilot testing. To confirm the effect of BMG-C4 implementation, they monitor the operation of the factory: the operation of the equipment and the accuracy of indicators, since any change in the technological effect affects the result.

Biomicrogel technology team monitors the operation of the equipment within 10 days after the pilot study
After the pilot testing is complete and the monitoring data are collected, specialists from Biomicrogel give all the data to the analytical group. One to two weeks later, the group summarizes the results of the pilot testing, generates reports and recommendations, and presents them to the client.
What are the difficulties and how do we solve them?
The actual parameters of the factory do not match the declared ones
At the stage of preparation for the pilot testing, the BSG design team prepares a test program, based on the information provided by the factory. When the team arrives at the factory, it often turns out that they are inaccurate. For example, the process flowcharts do not match the real ones, and the equipment values differ significantly.
How do we solve it: we correct the indicators, calculations and the pilot testing program. If technological schemes do not coincide with the real equipment, we change them or assemble other equipment on site.
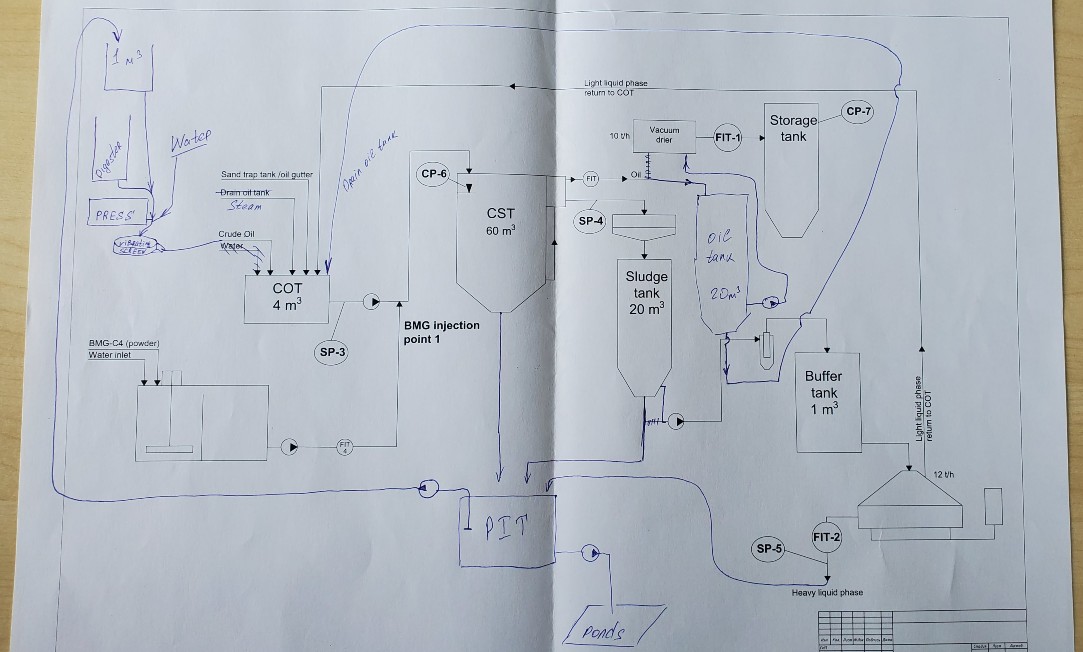
An example of how a process flow can change after the Biomicrogel technology team clarifies the data on the spot
«Sometimes at the factory's headquarters they tell us that the output oil loss is 0.8%. When our experts go to the factory and clarify the figures, it turns out that the loss is from 1.5 to 3.5%.
Such discrepancies occur when the measurement methods are missing or incorrect. For example, at one factory we encountered that employees were incorrectly reporting the oil they collected on a daily basis because they used an erroneous table that calculated the oil density depending on temperature».
Igor Temirov, MBA, Asia Business Development Director
Factories do not have the equipment to accurately monitor production processes and collect analyses
In preparation for the pilot testing, Biomicrogel specialists observe how the factory conducts laboratory analyses, and often see that measurements depend on human error. This leads to inaccuracies in the results obtained, and this is a major challenge because pilot testing requires accurate measurements.
How we solve it: we create our own methods of measurement on site, agree with the factory management on their use and implementation of measuring equipment, we measure together with the factory personnel so that they trust our results and adopt the methodology. This allows us to accurately measure and show the effectiveness of the BMG-C4, and it helps the factory monitor and manage production.
«Almost every factory has had difficulty in making measurements. For accurate BMG-C4 dosing, we need to know the volume of the sludge flow. But more often than not, the factory doesn't have the means to measure this flow, and it is measured "by eye." For example, we are told that a pump pumps 60 cubic meters per hour. We measure it – it turns out that the pump capacity is 18 cubic meters per hour. At some factories we solved the issue of measurements in manual mode: we measured the volume of tanks, determined the time of pumping out the tank with the help of stopwatches and counted the flow rate. At other factories we managed to coordinate the installation of flow meters».
Sergey Popov, Chief Operating Officer

Biomicrogel specialists conduct measurements together with the factory personnel, so they trust our results and adopt the methodology
«At one of the factories we could not determine the volume of commercial oil in the tank – how much oil was added and how much was drained when it was loaded into the machine. The indicators did not match day to day – there was an error of 300 kg. Since we had to count every gram of oil as part of the pilot testing, this error was catastrophic for us. Then we found out that the tank had a defect, so a metal structure was welded inside it. It affected the volume of oil: when its level was above or below it, the readings were normal. But when the oil was at the level of the structure, the readings were inaccurate».
Alexander Yagupov, Ph.D. in Engineering Science, Director of R&D
Factories do not measure the quality of fruit – its oiliness
The lack of measurements of fruit oiliness is a continuation of the first difficulty, but it is important to emphasize this. The oiliness of fruit varies depending on the rainy season and the area where it was grown. This quality of raw materials affects the extraction rates of palm oil, but factories hardly ever measure it, and those estimates that are available are subjective and not accurate enough for pilot tests.
How we solve it: specialists from Biomicrogel turned to leading universities, where there are laboratories and pilot plants for palm oil extraction. They are equipped with the most high-tech equipment, which helps to measure the oiliness of the fruit, the technological parameters of the process and show the effectiveness of using BMG-C4 to increase extraction and reduce losses of palm oil.
Actual production at the factory differs from the regulations
When a project team visits a client's site, the first impression is that everything is working as it's written in the factory report. Then Biomicrogel specialists begin to go into detail, and there are unexplainable things – violations of the laws of physics and material balance.
How we solve it: we look for the reasons ourselves, because the factory personnel communicate with Biomicrogel specialists as with auditors – they tell us how it should be, not how it is in reality.
«At one factory in the morning, the oil content after the centrifuge was the same in both streams, both in the effluent and in the recycling cycle. But there shouldn't be oil in the effluent. We couldn't figure out the reason for two weeks, until one night I happened to walk into the factory and see a man with a flashlight pouring water into the clarifier. Every night he was pouring several tons of water to extract the accumulated oil in the clarifier. The water squeezed the oil to the top, it was collected from there in the morning, and the water would come to the centrifuge and go into both streams at the outlet. Nobody talked about this operation, it wasn't in the regulations».
Alexander Yagupov, Ph.D. in Engineering Science, Director of R&D
There is a risk of increasing the timing of the pilot testing
Six to seven days of the BMG solution is enough to show that it is working steadily. The positive effect of BMG-C4 is already visible on the third day, but at least a week is required to correctly calculate the volume of processed fruit. This figure is important for calculating the OER ratio, which is the ratio of the amount of oil produced per day to the amount of fruit processed that day. The daily amount of fruit is difficult to calculate in real factory conditions: they are brought in by trucks and unloaded on 3,000–10,000 sq. m. plots every day. Therefore, in order to get an accurate value, the unloading area is completely cleared of fruit before the start of pilot tests and the volume of processed fruit at the end of the week is counted.
«At every factory we can see already on the third day of the pilot test a stable positive effect of the BMG-C4 application. But this is too short a period for the customer to make a decision to introduce BMG-C4 into production. That is why we are often asked to conduct longer optimization sessions or to repeat the results».
Sergey Popov, Chief Operating Officer
There are factors that can overextend the pilot testing:
-
Uneven factory operations:
— The length of the work day. You can't stock the fruit because it spoils quickly: when they are cut from the palm tree, you need to bring it to the factory in a few hours and process it on the same day. Otherwise they will oxidize, the quality of palm oil will be lower, respectively, the price will be lower. Therefore, to have time to process all the volume of raw materials, the factory can work without interruption for several days.
— Interruptions in the supply of raw materials. If the factory does not have its own plantations, it buys fruit from the market, and the price is set every morning. If the factory misses the price, competitors may overbuy the fruit. In this case, the factory is left without any raw material. Once, during an IPO, the factory ran out of fruit and was idle for five days. We had to start pilot testing all over again because it was important to get continuous data.
Another reason for the disruption of raw materials is government regulation of prices. For example, in 2022, the Indonesian government banned oil exports so that domestic prices would not rise. The result was a surplus of fruit inside the country, prices plummeted, and plantations became unprofitable. This also led to the shutdown of palm oil factories.
-
Equipment failure
During one of the trials at the plant, the dosing pump broke down: the water was dirty and already worn out. As a result, the dosing speed dropped, and the Biomicrogel specialists had to suspend the tests, replace the equipment, and start the pilot testing series all over again. Another time, when Biomicrogel had to suspend the pilot testing due to pump failure, but the pause was not as long – on the same day the factory replaced the pump and it was possible to continue testing.
Result
For factories that needed to increase palm oil extraction. These factories are divided into two types: some process bunches of fruit, while others only process individual fruits. In factories of the first type, the OER increased from 4.5 to 8 percent during BMG-C4 dosing. In factories of the second type, it was 11–15%.
For factories that needed to reduce losses. The oil content at the outlet in the aqueous phase was reduced by 36% and in the solid phase by 29%.
Regardless of the objectives of the factories, each of them received a free audit and recommendations for improving the technical and technological process as a result of the pilot testing. As a result, of the five factories where Biomicrogel conducted the pilot, two have moved on to implement the solution, and negotiations are still underway at three others.
For factories without a precision measurement system. The main and most frequent difficulty in pilot tests is that factories do not accurately measure the parameters of the production process. Time and time again, specialists at Biomicrogel have found that the actual parameters differ from those declared by the factory. But in this problem there is enormous potential for the development of the factory itself. While most work with the usual model, you can introduce systematic, accurate measurements based on the recommendations of the specialists from Biomicrogel. This will give you a competitive advantage, because this way you can take control of your production, manage it and develop it faster.
Talk to Biomicrogel – we will conduct laboratory and pilot tests at your factory and show that you can make more money.